
燃气轮机的透平叶片勉强算是一个吧,航空发动机当然也是。更准确地说,是明知道设计参数会严重缩短寿命也不改。
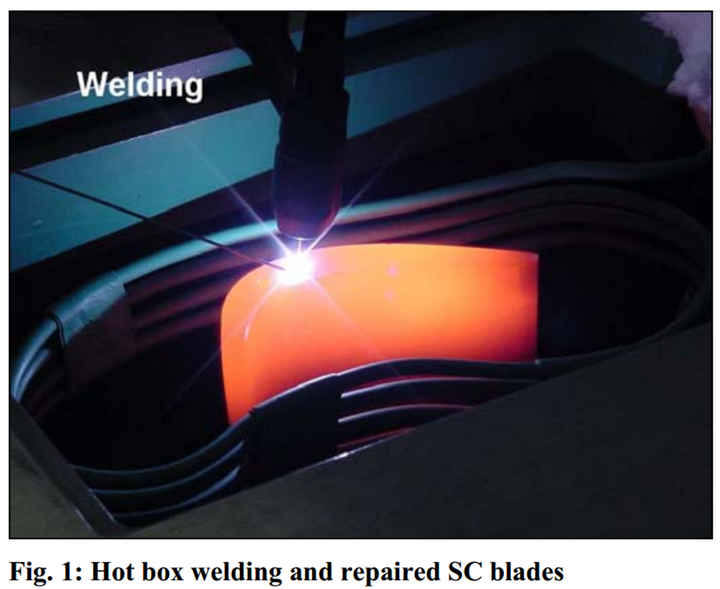
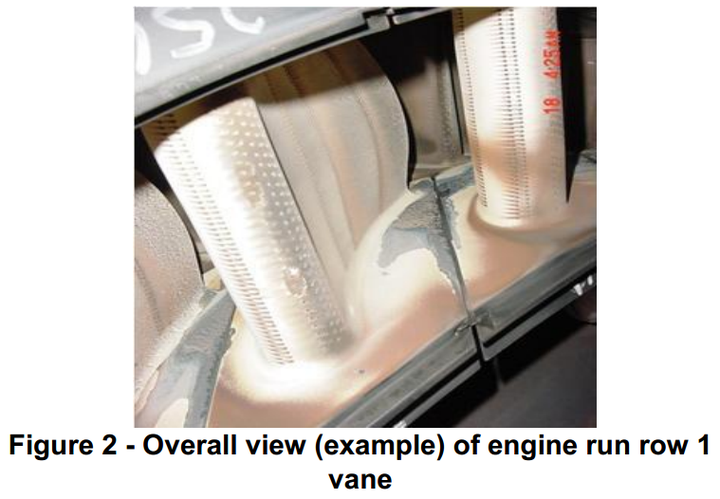
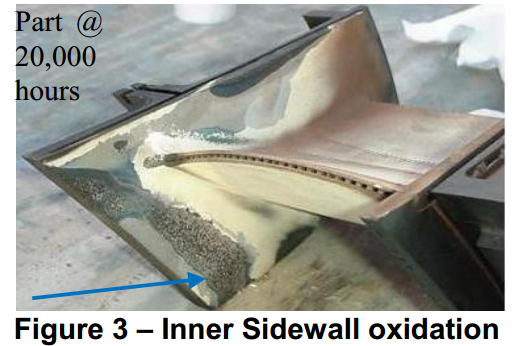
或者换个说法,燃机本身走的就拿透平叶片的短寿,换运行的高效。只要把参数降下来,寿命马上能够延长。下面是一个失效的高压透平动叶[1](别跟我提涡轮,我烧锅炉的,就喜欢叫透平)。

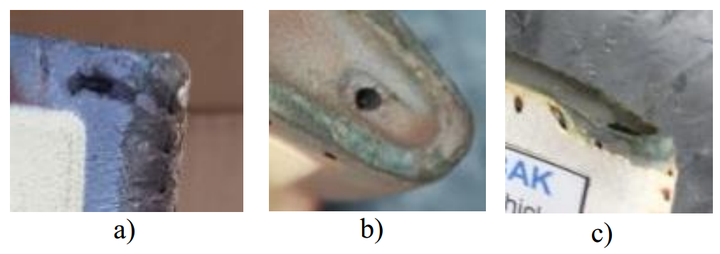
当然,上面这个,其实算是事故,我放它只是为了加深印象。更多是像下面这张一样[1],就是一些小的地方出现磨损、烧蚀、裂纹,本身不会结构性的破坏,也就是气流损失大一些,影响机组性能。

都是因为温度太高或者温度热冷交替太快或者太频繁,反正就是离不开高温就完了。
夸张地说,燃机这种玩法,本质上就是在走一种“一边开船一边漏”的路线。

只要在沉船之前上岸了,就不是问题。

所以燃气轮机都在疯狂地卷怎么尽可能拉长这个沉船之前的时间(也就是检修间隔),以及上岸后重新搞一条船的速度(翻修技术)[2]。
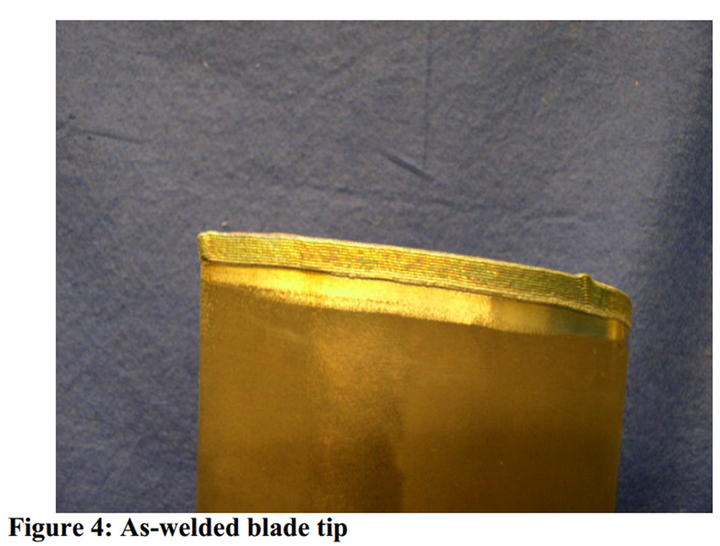
焊好之后是这样的[3]:
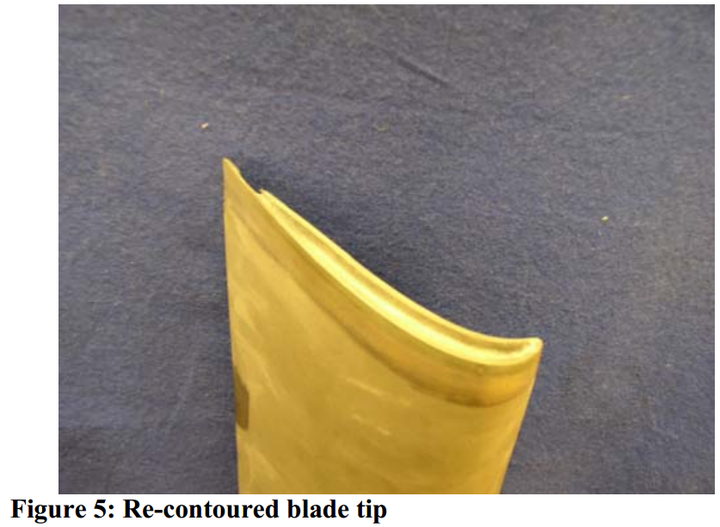
焊完修整下[3]:
有说法是,这种叶片是单晶材料,一片的价格顶一辆宝马。
但不知道大家注意到没有,制造的时候强调单晶,要求怎么怎么高。修复的时候又吹牛逼说焊接技术如何如何牛,但单晶结构是能焊出来的吗?
其实这个点,说说也挺有意思的。我看这个回答反响咋样,好的话,我抽空细说。
这种故意把温度定得很高的设计,是一辈子都不可能放弃。因为排气温度相对固定的情况下,燃烧温度越高,效率越高。对这个没概念的话,得学一下热力学第二定律。觉得不好理解的话,我有一篇得意之作,能够提供一点帮助:
为什么不能将乏汽直接送入锅炉,而要经过冷却后再送入锅炉?效率不是下降了吗? - 燃机春秋的回答 - 知乎
为什么不能将乏汽直接送入锅炉,而要经过冷却后再送入锅炉?效率不是下降了吗?
其实也不是只定一个高温,然后就“苦一苦叶片,骂名我来担”。现在的材料,它担不住啊。实践中的办法,我总结为“三管齐下”,也就是费料卷基材、费劲卷冷却方式、费面子卷热障涂层。
我也有篇回答,稍微解释过一下。
算了,放链接大家估计懒得点过去看,我把费劲卷冷却方式的内容搬过来吧:
再说费工费劲卷冷却方式,其实这一条跟费料已经不能划分得太严格了。光是用那个材料还不行,你还得用特殊工艺让那块“好铁”凝固成一整块,也就是精密铸造。这个一整块不是说没有宏观的内部裂纹、气孔这种缺陷,是在更细的尺度上是连续的。你可以想象一下《三体》里面那个水滴,实际我们做不到,但就是再往那个方向靠。
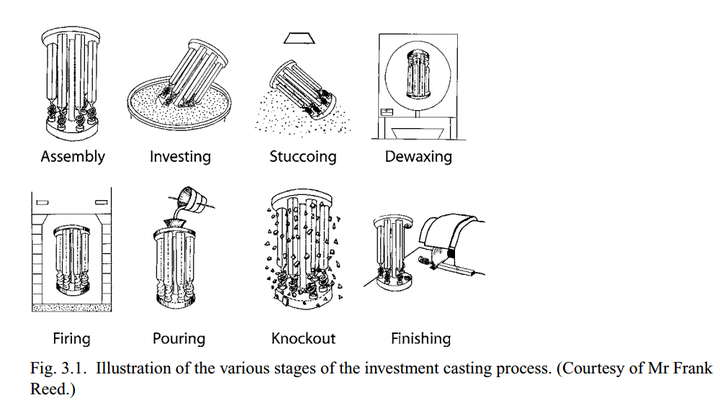
光把它铸成一整块还不行,还得铸成空心的,因为要构建冷却空气通道,方便运行的时候冷却空气从叶片内部流过、甚至从叶片表面再流出来覆盖到叶片表面,保护叶片不被热气烧坏。这就要用到失蜡法,大体就是先把蜡做成想要的样子作为模具,灌进“铁水”后让蜡气化排出,凝固后得到空心结构。这个技术其实我国古代也有,有说法说是近代德国工程师到中国收到启发之后回到德国用到工业中的。但其实文艺复兴时期,意大利就在用这个办法复制复杂的雕塑了。
2025.1.12 更新:评论区提醒我说失蜡法不能直接灌。看来也是我默认这个东西太基础,没讲清楚,啰嗦两句。
当然不能直接灌,模是模,范是范嘛。这两个字经常一起用,但实际上在工艺上是完全不同的两个东西。模就是跟你想要铸成的那个零件一样的,先用模来制范的,然后把模弄出来。再用硬化、组装好的范来装铁水的,凉下来以后再把范扒掉或者敲掉,就得到了跟模形状一样的零件。
所以我们会听到木模、泥范这样的叫法,粗暴点说就是你得先用木头做个模,然后用泥巴糊上去等到一个范。这俩都比铁好加工,但互相之间比,还是模硬而聚,范软或散。
然后我们看到的那种翻砂的操作,其实那个砂就是起到范的作用。
回到失蜡法,之所以要这么搞,是因为以模制范这个做法,用来搞比较精细的产品的时候,局限性就太大了。如果范制好之后,用加热的方式就能让模融化掉自己跑出来,岂不是两难自解?
巧了,用蜡来制模就能有个效果[4]。
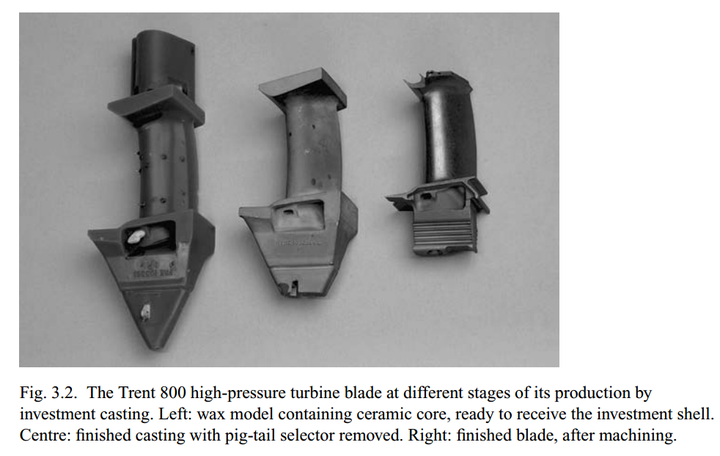
现在这个已经成了主流甚至了说是唯一的做法了,但其实 70 年代初,罗罗还在用一种极其暴力的办法:先在棒材上打孔,然后锻压成形,反复尝试,改变打孔形式和锻压摸具,直到摸索出一套可控的工艺。[5]
当然,上面说的是工艺,也就是怎么实现的问题,还是“打铁”的范畴。而这个冷却通道怎么组织,铸造好之后的叶片在哪些位置打孔,打多大的孔,什么形式、什么方向,就涉及到气动、传热、强度方方面面的设计、校核、试验了,也就是在“运气”方面的各种难度。
我先引用文献[6],再说大白话。
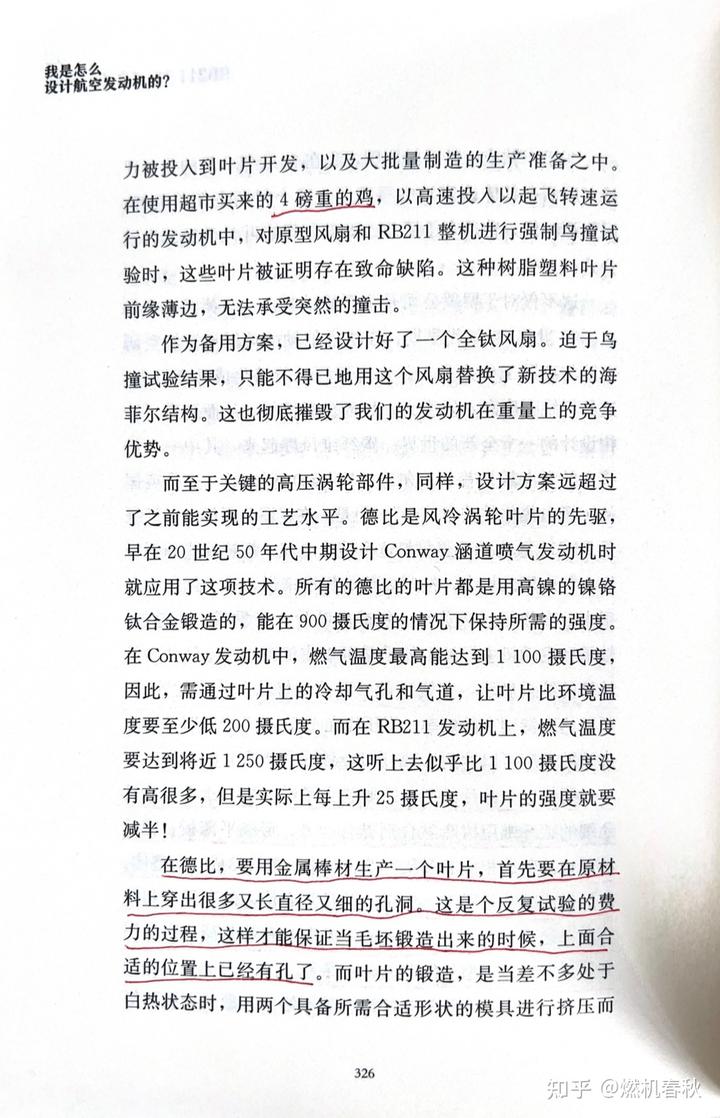
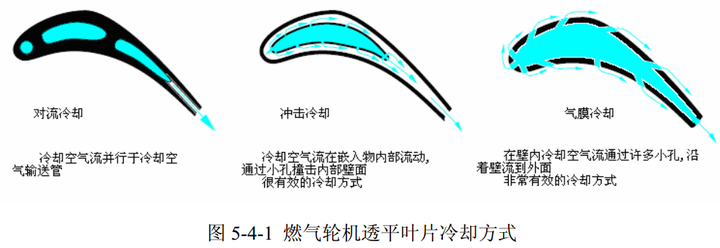
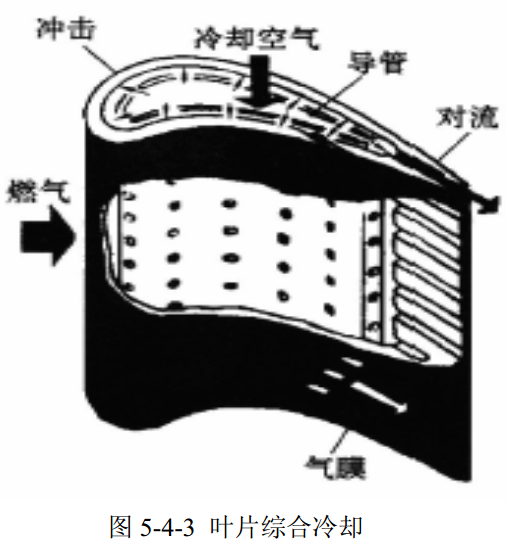
重型燃气轮机透平叶片的冷却,根据传热形式的不同,可以分为冲击冷却、 对流冷却、气膜冷却、综合冷却,如图 5-4-1 所示。 对流冷却(也称内冷却):中片中间沿半径方向有一组大小不同、型式不同的 小孔,当冷却空气和燃气在空心叶片内外壁面流过时,通过冷却空气进行对流传 热降低叶片工作温度。 冲击冷却:是一种叶片内部冷却方式,在空心的叶片内部加一导管,导管上开有许多小孔,冷却空气自小孔流出直接向被冷却的叶片表面喷射进行冷却,形成冲击状态,加强换热,提高冲击壁面的冷却效果,由于这一特点,故称冲击冷却。从换热的原理来看,冲击冷却实质上也是对流冷却,但它的冷却效果由于冲击使放热系统加大而提高。 气膜冷却(也称外冷却):在空心叶片的表面上开有许多排小孔或缝隙,冷却空气从这些小孔或缝隙顺着燃气流动的方向流出,在叶片表面形成一层气膜, 把叶片表面与燃气隔开而对叶片起到保护作用,减少燃气对叶片表面的热交换, 同时又冷却叶片。与冲击冷却相比,气膜冷却的冷却效果更为显著。冷却空气刚流出缝隙处的冷却效果最好,随着沿叶片表面流动,空气由于燃气之间的导热及 紊流混合作用而被加热,气膜脱离叶片的表面到一定距离后就失去保护作用,这 时须再从缝隙引入新的冷却空气,建立可靠的保护层,这种冷却方式是高温部件 冷却的一种最主要的方式。
对流冷却,说大白话就是让冷流体贴着被烧的东西的另一面,类似于纸锅烧水:
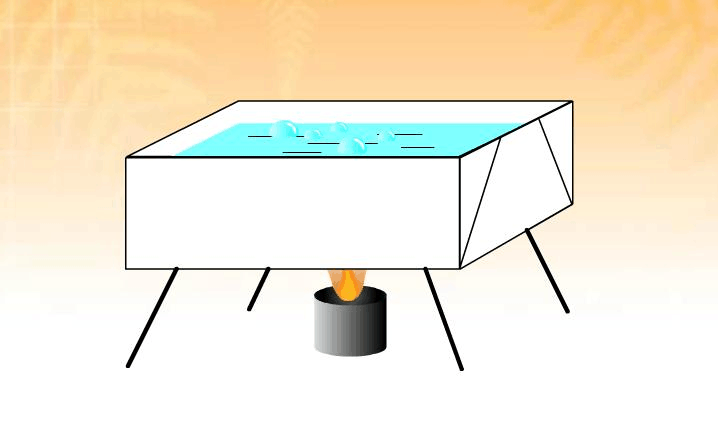
原理是一样的,只要冷侧的能把热量带走,换热面(纸锅烧水是纸,透平叶片就是合金)的温度就能控制在一定的范围内。
纸锅烧水的时候要是把水给烧干了,接下来你的纸锅就 GG 了。
而透平叶片里面走的是冷却空气,本来就相当于烧干了。但这并不代表你的锅马上也要 GG 了,因为关键是带走热量不超温嘛。纸锅烧水的时候,里面的水是不动的,顶多就是自然蒸发或者沸腾。但透平叶片里面的冷却空气就得流动起来了,不断用新的、冷的空气把刚烧烫了的热空气替换掉。所以说,人家叫对流冷却是有道理的,当然纸锅烧水的水也在对流,但你不容易理解,不如透平叶片里面直观。
再来说冲击冷却,首先注意冲击冷却本身也是一种对流冷却,所以对流冷却的基本特征它都具备。那么它的特征是什么呢?特征是比较出来的:如果对流冷却是轻拂而过,冲击冷却就是扑面而来。

也不要纠结,为啥既然冲击冷却属于对流换热,还要用对流冷却这么泛的名字。因为搞对流冷却的时候又没想到还能这么对着冲,或者说当时能搞出空心叶片就不容易了,想搞两层空心结构来组织冲击气流,直接就放弃了。后来冲击冷却搞出来了,再去改对流冷却的名字也很难了。
最后是气膜冷却,怎么回事,顾名思义就能想见。但对于它的有效性,一般人不太容易理解。我们还是拿水打比方,看看这个:

注意,你是不能直接这么玩的,得先蘸些水在手上。只有这样,跟钢水接触的才是一层水膜,而不是你的皮肤。
综合冷却我就不多解释了,这不是个技术性的分类:

如果对完整的三管齐下有兴趣,可以移步我的回答:
燃气轮机核心技术是什么? - 燃机春秋的回答 - 知乎
关于等轴晶、定向晶和单晶,还有铸造相关的:
国产的飞机发动机涡轮叶片比国外的差在哪里? - 燃机春秋的回答 - 知乎
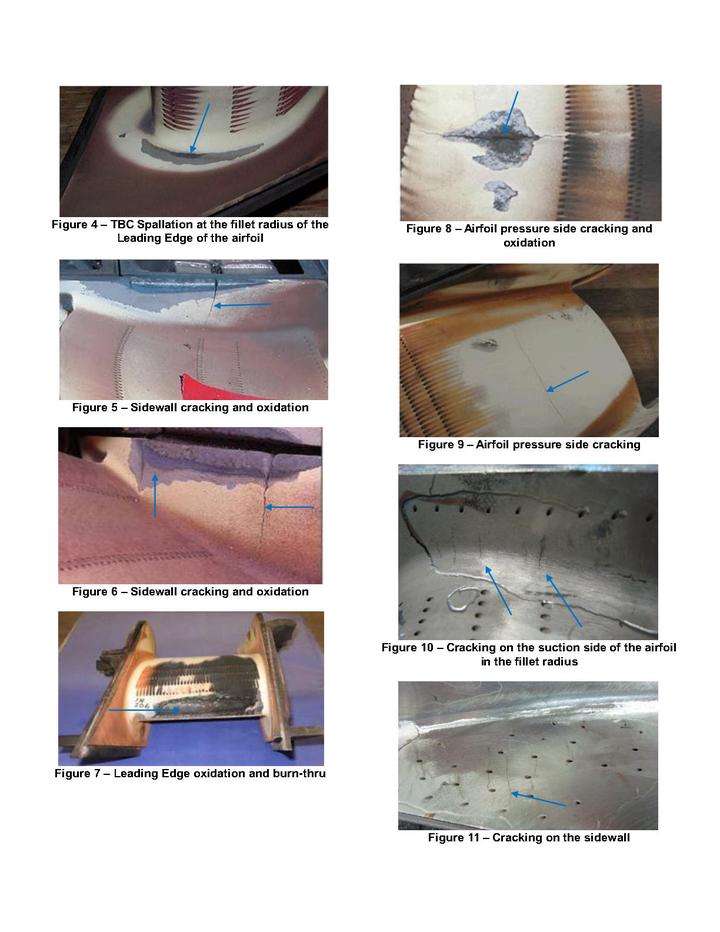
搜罗了一些饱受摧残的叶片的彩图,供大家欣赏[7]:

还有这样的[8]:

还有这些[9]:
2025.1.12 更新:自己先挖坑以后再填吧,免得没讲透的地方误导大家。
1、失蜡法稍微讲了下,其实那个范,或者叫铸型,也是有学问的,以后空了讲。
2、模和范都是宏观层面的,其实单晶还没提,涉及到温度控制,以后空了讲。
3、基材的修复不仅涉及探伤和焊接,其实还有清洗,以后空了讲。
4、修复还涉及热处理和测试,我也不懂,看我能不能学会基本概念,能的话,以后空了讲。