


这个问题问得好。
其实,激光切金属也挺难的。
很多人都知道,一般激光的产生靠的是谐振腔,也就是用两面高反射率的(凹面)镜子,让激光来回振荡,然后射出去。(这个原理也用在 LIGO 引力波干涉仪里)
那为什么镜子能反射的激光,射出来就能切割金属了呢?
首先,激光产生后还得通过透镜(下图 Focusing Lens)聚焦,只有在聚焦的那一个小光斑处(直径和焦深至少控制在 0.1 毫米级别),才会产生足够强的光与热,让金属表面局部熔化,从而实现切割。
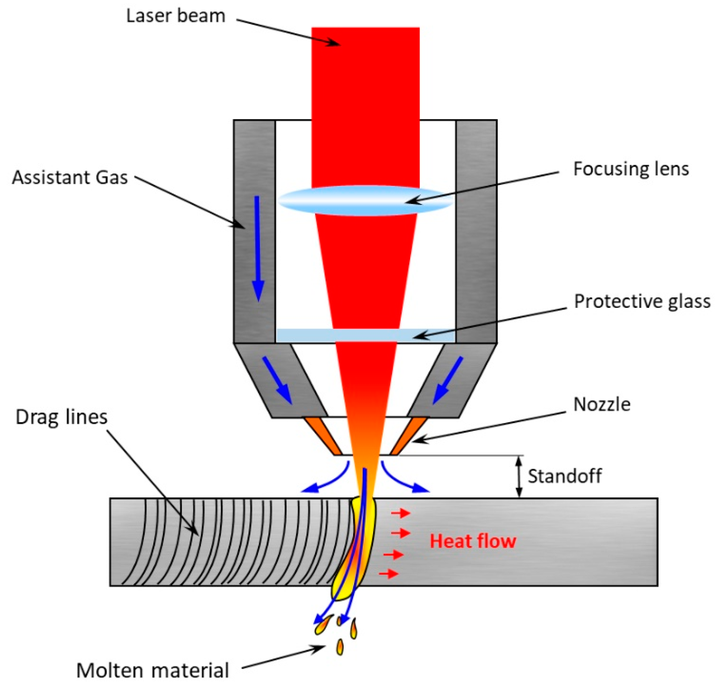
有意思的是,普通的玻璃镜子的反射率达不到 100%(尤其是波长较短的光)。没有被反射掉的那些光,除了被透射之外,大部分都被镜子吸收了,并转化为热量。只要功率足够大,镜子一样会被熔化射穿的。
因此,为了让激光切割机中用到的“镜子”的反射率更高,有时会用铜基镀金(也有用二氧化硅作介质膜的)背后加水冷,防止镜子加热到熔化的程度,从而令镜子的反射率达到 99.5%以上。
但是,当我们想要用激光去切割镜面的金、银或者铝等金属,甚至是镜面抛光处理过的不锈钢时,激光束本身仍有可能会被金属板材反射,并射回激光透镜里,可能对机器造成严重损坏。
(哦,对了,再补充一点,前面说过,二氧化碳激光切割机里有一些反射镜面,如果功率不小心调得过高,或者表面没有非常清洁,激光束就就有可能熔化反射镜。)
怎么办?
最笨的办法,就是在激光切割器里装一个探测装置,一旦探测到有激光反射回来,就停机。
有些工厂就是这么切割铝板的,只是,这效率太低了。
最容易想到的办法,就是在在板材上涂覆一层非反射性涂层。
但是,在切割过程中产生的那些熔融金属,也具有高反射性,这是涂层解决不了的。
最后,有的工厂就直接放弃了,改用水刀,但精度很差。(优点是,厚度超过 5 毫米的板材,激光切太慢,用水刀效率更高)
目前的一种普遍应对方法,是将普通的二氧化碳激光改为光纤激光。
光纤激光利用不同稀土材料,可以输出不同的波长,可以做到二氧化碳激光波长的 1/10。
我们知道,金属中的自由电子对更长的波长的响应更强烈,反射更强,而波长更短的光,反射率就没那强,或者说吸收率更大,波长更短还可以产生更集中的光斑,从而更容易达到熔融的效果,非常有利于金属材料的吸收的同时,保障激光切割机不会被高反射金属损坏。
因此,现在切割薄的高反射金属板材时,光纤激光切割是首选。
哦,回到题主的问题上,激光遇到镜子就反射,只不过是因为功率不够大,聚焦的光斑不够小,时间不够久罢了。
反射率为 100%的理想镜子是不存在的。
